Roller Hearth辊底式气氛热处理炉
多种不同加热和冷却腔室设计
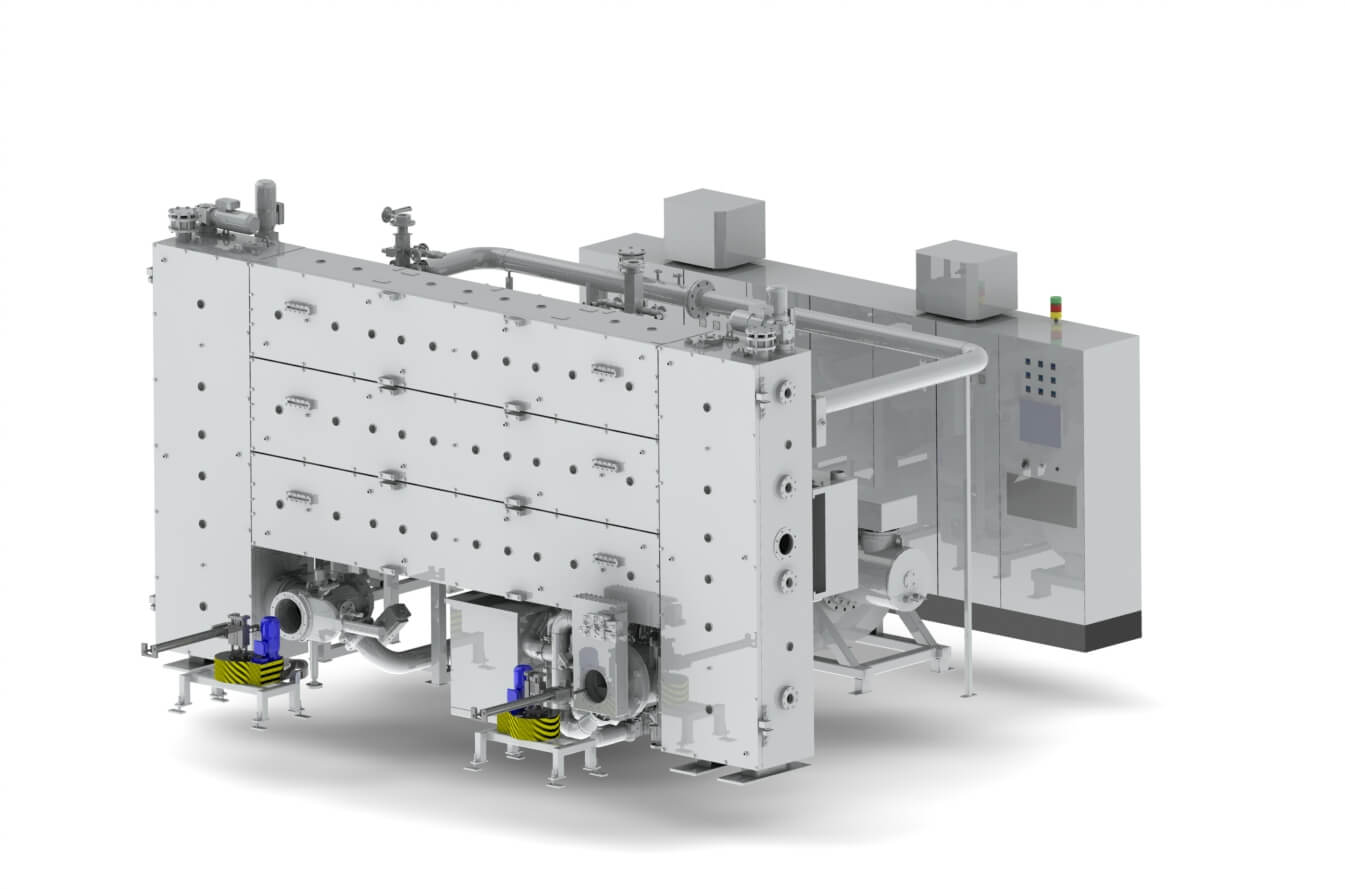
西科沃克的辊底炉可广泛应用于各种不同产品的热处理加工,其生产更经济,工艺结果更加均匀,重复性高。辊底炉根据炉型配有不同尺寸的电加热或燃油加热系统,并配置相应的冷却室和材料处理系统,同时,保护气氛可以保持产品清洁或协助进行表面处理。辊底炉是当前加工制造业不可或缺的热处理加工设备。

-
西科沃克的工艺专家会根据您的生产需求,进行定制化工艺设计,为您的炉子配置不同的加热室和冷却室。
辊底炉的完全退火工艺,可显著提高钢套管的可加工性。该设备也可应用于铸件或锻件的应力消除退火。辊底炉可采用燃气直燃、燃气辐射管或电带电阻。水夹套冷却室设计用于快速冷却,与多余的空气燃烧器一起工作,并在较低温度下改善对流换热。
-
/ 连续式、无限工作流:辊底输送系统由一系列外部驱动辊组成。因为传送带、链条或推料炉中没有累积的传送压力或张力,所以设备没有生产或周期限制,炉子的长度仅取决于您的应用需求。辊段的单独操作可以实现连续式或断点式的工作流。
/ 快速,优质的加工产品:辊底炉先进的结构设计特点提高了产品质量和生产速度。用于快速转入转出的单独驱动辊段、重型绝缘系统、焊接的气密外壳和温度设计门均可确保快速、准确、均匀的加热和冷却,较大限度地减少气氛混合、热损失和变形或应力等问题。
/ 易于安装:设备包含绝缘系统、加热系统、管道、接线和辊段在内,可在厂内安装。橇装部分可以快速方便地移动就位,通过焊接或栓接实现对接并投入运行。设备由高级技工使用适当工具、夹具和固定装置进行组装,确保对工艺和设计细节组装到位,避免发生现场施工中经常遇到的诸多问题。
/ 延长部件寿命的方法:由于单个输送辊是外部驱动并处于同一温度区,因此它们不受热循环的影响,在运行温度下的运转寿命延长。此外,输送辊、工作托盘和工作负载上的累积压力也被消除。炉门是根据其所在的温度区专门打造的,炉门隔热,较大限度地减少了由温差引起的应力和翘曲。加热和冷却室由可靠的、高质量的部件组成,以实现长寿命运行。厂内组装避免了现场施工中经常遇到的诸多问题。
/ 灵活操作:该炉型可实现单个辊段的启动、停止、反转或振荡;各辊锻可以以相同或不同的速度运行,使得炉子可在小空间内实现所需要的循环。区段之间的高速传输使工作负载或工作托盘排列紧密,在通过门孔时拉大间隔,确保炉膛空间的高效利用;所有的门孔都可以调整到工作负荷高度,实现更快的操作,并较大限度地减少气氛混合。
/ 降低产品成本:炉子组合和尺寸的广泛选择意味着您可以得到满足您需求的定制化设备。你可以通过提高产品质量和生产率来降低成本。工厂组装意味着更低的安装成本和更快的投入生产。此外,更好的制造材料和设计意味着更少的维护。
/ 循环退火:循环退火可使钢件更加坚硬、均匀。典型的应用包括提高螺杆机座的可加工性,改善深冲机座的冷加工性能,提高齿轮或机械零件的抗冲击和疲劳性能。在炉中,钢件被加热到略高于淬火温度(约1700°F/925°C)后,迅速冷却到相变的温度(约1200°F/650°C),并维持在该温度直到相变完成,然后冷却。该炉型可由燃气辐射管或电阻带加热,通常配有控制气氛以防止结垢和表面脱碳。炉温最高达:1750°F/950°C。
/ 铜钎焊:锻造或机加工零件价格较高,可被冲压件的铜钎焊件所代替。在许多情况下,铜钎焊件相对质量更高,成本更低。铜钎焊炉通常包括带有合金带电阻器或碳化硅电阻器的电加热室和水套冷却室。铜钎焊炉在还原性气氛下操作,以防止氧化物干扰钎焊操作。炉温最高达:2100°F/1150°C。
/ 磁性冲孔和分层退火:在电机、变压器、电抗器和镇流器中,通过在最后一次冲孔、剪切或焊接操作后对磁叠片进行退火,可以提高工件效率或降低生产成本。对于几乎所有的磁钢,通过最终退火可以减少损耗。这种炉型通常包括一个燃烧室(用于去除润滑剂)、加热室、一个缓慢冷却室和一个风冷室。设备可通过燃气辐射管或电阻带燃烧加热。设备在适当的的控制气氛下运行。炉温最高达:1750°F/950°C。
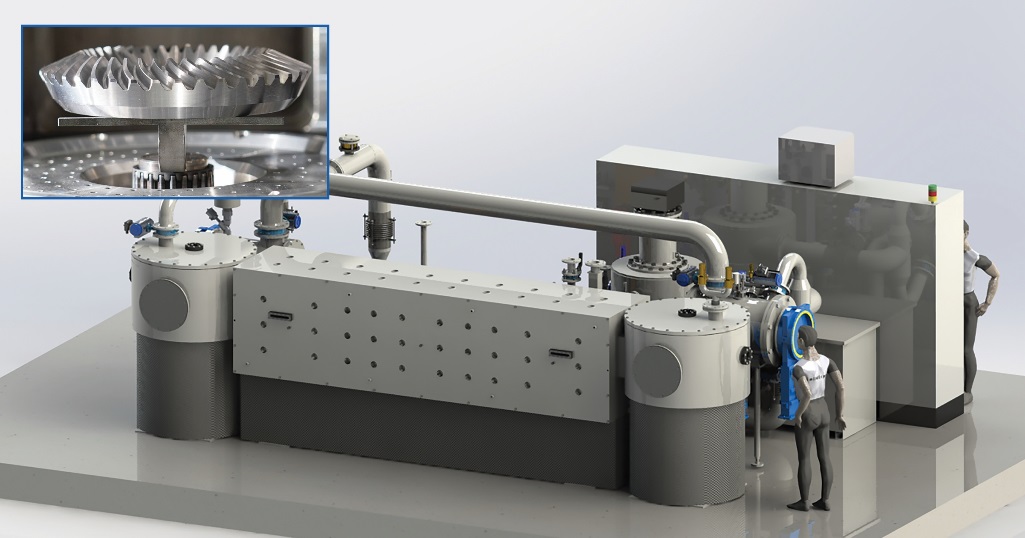
/ 淬火:该炉用于提高齿轮、曲轴、凸轮轴等的耐磨性和防止在冲击下变形。零件可以是高碳淬硬钢或渗碳低碳钢。设备可通过燃气辐射管或电阻带燃烧加热设备可配备整体升降式淬火系统,或加工后交付手工、模具或压淬。该炉设计为在非脱碳保护气氛下运行。炉温最高达:1750°F/950°C。
-
/ 连续式系统的能量回收更容易且成本更低
/ 连续式设备的占地面积仅为比多批次式设备的一半
/ 设备寿命更长–通常为40年以上
/ 温度范围为400℉–2250℉(200℃–1200℃)
/ 保护气氛包括空气,放热气氛(EXOGAS),吸热气氛(ENDOGAS),氮气/氢气或氨(氨气) 或蒸汽
/ 吞吐量没有局限,常规来说为每小时500磅(225公斤)到15000磅(6800公斤)
-
/ 退火
/ 淬火
/ 预热
/ 正火
/ 消除应力
- / 钢材
-
/ 热回收系统,
/ 在设计过程中,分析了减少热损失的炉膛积热方面,
/ 降低工艺气体消耗,减少气体排放
/ 使用电加热系统代替燃气加热
/ 耐用的铸造搅拌器
/ 可以使用空气交换器冷却已安装的气氛混合器
发送 / 留言