

下载
首页 /
 作为低压真空渗碳的预渗氮选择,PreNitLPC利用较高的渗碳温度拓宽了低压真空渗碳的应用范围。PreNitLPC是标准低压渗碳系统的一个现代化、快速和经济的附加装置,通过显著减少循环时间来提高渗碳工艺。
作为低压真空渗碳的预渗氮选择,PreNitLPC利用较高的渗碳温度拓宽了低压真空渗碳的应用范围。PreNitLPC是标准低压渗碳系统的一个现代化、快速和经济的附加装置,通过显著减少循环时间来提高渗碳工艺。
在控制加热过程中通入含氮气体。该炉可以在更高的温度(1000℃以上)下运行,同时保持渗层内精细的晶粒结构。强度性能与低温传统渗碳相近。
不同于传统技术气体消耗是以立方米小时计算的,这项技术通过减少渗碳循环时间和减少工艺气体(C2H2、C2H4、H2、NH3)的消耗(单位为升)来节省工艺成本。PreNitLPC独特的工艺,在操作成本和工艺效率两方面提升总体价值。
专利号.: EP 1558780 & EP 1558781, 专利号: US 7,513,958 & US 7,550,049
关键技术优势
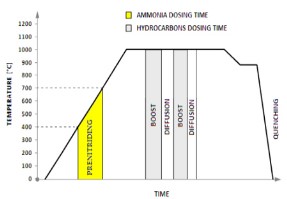
通过图例阐述PreNitLPC 技术提高真空渗碳的质量和效率的原理
·高温加工, 温度最高达1050°C (1900°F) 精细的晶粒结构
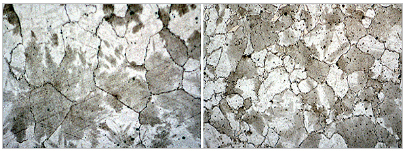
图1. 18CrNiMo7-6钢真空渗碳后,与920°C(1650°F)、1000°C(1800°F)和应用PreNitLP低压渗碳技术的外壳晶粒度比较。
·提升表面增长速度
·缩短渗碳工艺周期,持续显著降低工艺成本
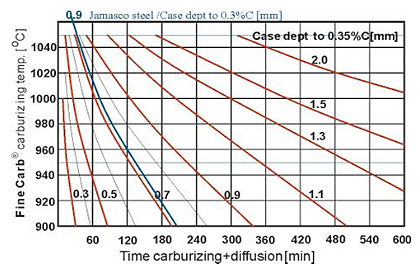
图2. 16MnCr5钢LPC渗碳的近似次数取决于所需温度和ECD。
·降低奥氏体残留含量,降低碳化物形成能力,同时维持有效机械性能
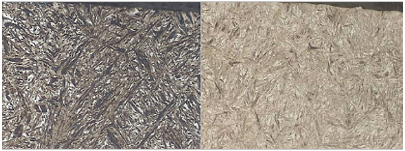
图3. 18CrNiMo7-6钢真空渗碳后的残余奥氏体含量与920°C(1650°F)、1050°C(1900°F)和应用PreNitLPC®低压渗碳技术后情况对比。
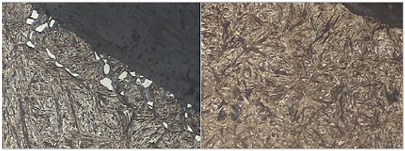
图4. 920°C(1650°F)、1050°C(1900°F)和应用技术PreNitLPC®低压渗碳技术,相比之下,18CrNiMo7-6钢真空渗碳后的碳化物形成能力较低
·为钢件表面淬火设计
关键经济优势
·渗层越深,工艺时间越短
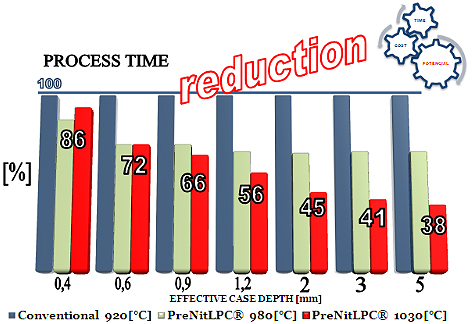
图5. 16NCR5钢渗碳和油淬零件渗碳和油淬时的总工艺时间(从装料到从炉中卸料),比较了所采用的工艺、温度和层深。参考技术(100%)是在920°C(1650°F)下使用吸热空气和油淬火的常规渗碳。还原范围取决于PreNitLPC技术中使用的应用温度。
·渗层越深,公辅设施成本越低
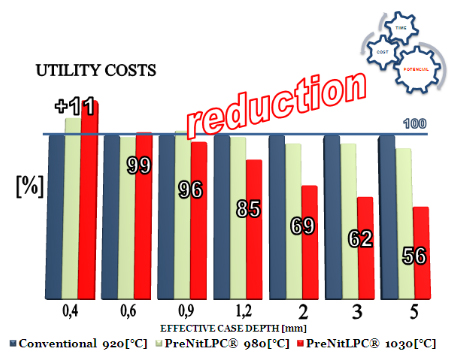
图6. 16NCR5钢渗碳和油淬零件从装料到卸料全过程的公辅设施成本(电、渗碳气体),比较了所采用的工艺和温度、渗层。参考技术是在920°C(1650°F)下使用吸热空气和油淬火的常规渗碳。根据PreNitLPC技术,还原范围取决于应用温度。
·渗层越深,效益越高
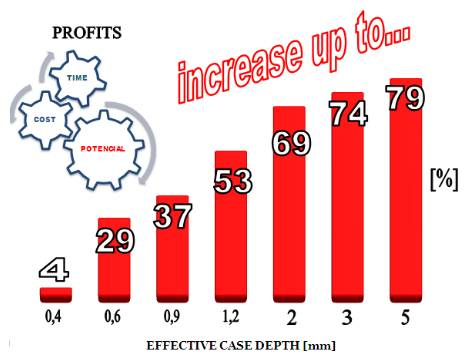
图7. 以时间和公辅成本计算,使用PreNitLPC®技术进行渗碳时,与可控气氛渗碳相比,设备盈利能力可能增加。
FineCarb 低压渗碳相当于:

·多组分渗碳气体混合物(CH 4 -C 2 H 2 -H 2)的工艺纯度好,
·渗碳密集负荷和复杂形状的工件或盲孔(柴油发动机喷嘴)部件时具有出色的碳渗透性
·可重复和高速处理
·渗碳气体消耗量非常低
·由于没有晶间氧化(无IGO)和精确的表壳均匀性,品质更佳
·飞机和合金钢的渗碳简单,例如:Pyrowear®合金57,M-50 NIL,SAE 9310,Ferrium C61合金等
·与NADCAP兼容




